


Assessing Oxidation Condition and Lubricant Refreshment in Turbine Oils
Turbines are critical pieces of equipment for power plants and related industries. Varnish formatio...
Turbines and multi-stage compressors have demanding lubrication requirements. More demands are being put on these fluids as reservoir size and working clearances decrease and system power outputs, pressures, temperatures and oil service life increase. Lubricants must be highly oxidative stable to be able to handle high operating temperatures. Additionally, the lubricant must remain free of insolubles to act as a favourable hydraulic medium for governors and valving systems. Left unmonitored these oils will degrade, and as a result oil oxidation and sludge will lead to sticking servo valves that can cause outages of power turbines. Poor oil condition that leads to unplanned outages leads to costs exceeding $50,000 per day.
As a result of the large reservoir volumes, standard tests to monitor oil condition, such as Acid Number (AN), are not suitable for these systems. The Rotating Pressure-Vessel Oxidation Test (RPVOT) is designed to monitor the remaining anti-oxidants present in turbine and circulating oils. Results from the RPVOT testing provide the percentage or remaining anti-oxidants as compared to the new base oil. This provides ample time to develop an oil remediation plan to restore the system back to good operating health.
A glass container containing the test oil, water and a copper catalyst are placed in a pressure vessel equipped with a pressure gauge. The vessel is placed in a constant temperature bath at 302°F (150°C), charged with oxygen at 90 PSI and rotated at an angle of 30° at a constant rate of 100 RPM. The test is designed to stress the oil, to rapidly consume the anti-oxidants present in the fluid. Once the anti-oxidants are consumed the oil quickly draws in oxygen from the pressurized vessel and oxidation occurs unabated (the drop point). As such, the test is run until the pressure drops by 25 PSI from the maximum pressure whichs signals the drop point of the oil. The resulting RPVOT is reported as the number of minutes from the start of the test until the pressure drops by 25 PSI from the maximum pressure. This value is compared to the new unused oil, and a decrease by 75% from new is an indication that some remediation action is required (partial oil drain and sweetening, etc.).
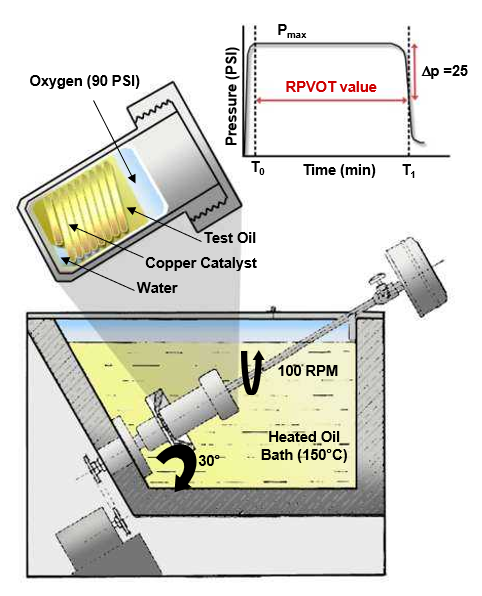
Figure - Illustration of an RPVOT set-up. The pressure-vessel contains the oil, de-ionized water, a copper catalyst coil and is pressurized with oxygent to 90 PSI. The illustration at the top right is a typical run plot for an RPVOT.
This hydroelectric project operates 16 turbines (16 x 65 MW). The oil has never been completely changed in these turbines over the past five decades. When turbine repairs and overhauls were carried out the oil was drained into a holding tank, filtered and 10% of the oil was discarded and replaced with new turbine oil. Over the past several decades the plant performed standard oil analysis to determine the condition of the turbines. WearCheck recommended carrying out an Advanced Oil Monitoring (AOM) program on the turbine oils to assess the condition of the oil after 54 years of usage.

Figure - This large hydroelectric dam houses 16 Westinghouse turbines and has been in operation for over five decades.
As expected, analysis showed that the oil was severely depleted. The RPVOT indicated that there was only 10% of the remaining anti-oxidants present in the oil. It is unusal for insolubles and varnish to build up in turbine oil used in hydroelectric turbines, however, the MPC analysis indicated a varnish problem. The plant is planning to purchase and employ eletro-static filtration to remove the insolubles and varnish from the system and then plan a complete plant-wide oil change.
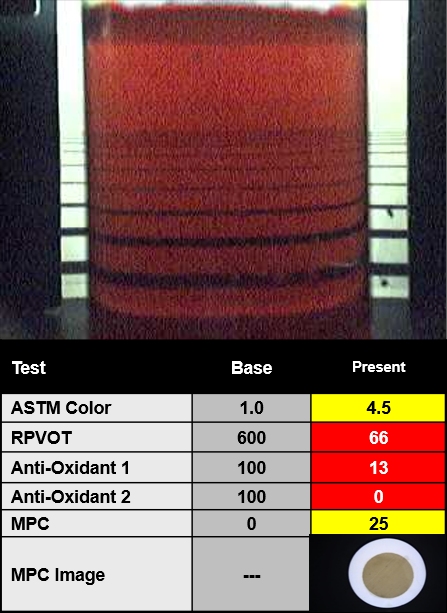
Figure - Advanced Oil Monitoring (AOM) determined that the oil was severely degraded and had only 10% remaining anti-oxidants, and contained abnormal levels of insolubles.
WearCheck was contracted to provide Advanced Oil Monitoring (AOM) services for 4 Rolls-Royce aero-derivative gas turbines being commissioned in an aluminum mill to provide power to the plant. 100,000 litres of turbine oil was delivered to the plant and the four turbines were filled. The reliability technicians drew baseline samples from the four turbines and submitted the samples for AOM analysis. Surprisingly the RPVOT showed very little anti-oxidant present in all four systems. Additionally, Linear Sweep Voltammetry (RULer) testing showed very little phenolic anti-oxidant present in the oil. All other properties of the oil appeared normal. An early resample was suggested and the four turbines were resampled in two more months time. This time the analysis showed a critical concentration of phenolic anti-oxidants, and the MPC test for varnish showed a dramatic increase in insolubles present in the oil, which were also visually confirmed in the analytical ferrogram (top picture 200x magn).
Figure - An aluminum mill commissioned four Rolls-Royce aero-derivative turbines and performed Advanced Oil Monitoring (AOM) at start-up and within two months of operation to monitor the oil and system condition.
It was suggested that the turbine oil had not been properly blended. One of the turbines was drained, flushed and re-filled with a new charge of turbine oil. Subsequent AOM testing showed that the anti-oxidants had been restored in the turbine, and that the new turbine oil had been properly formulated. As a result of taking action within a few months, the varnish did not being to accumluate in the turbine, and in fact the drain and flush was sufficient to remove the insolubles from the system.
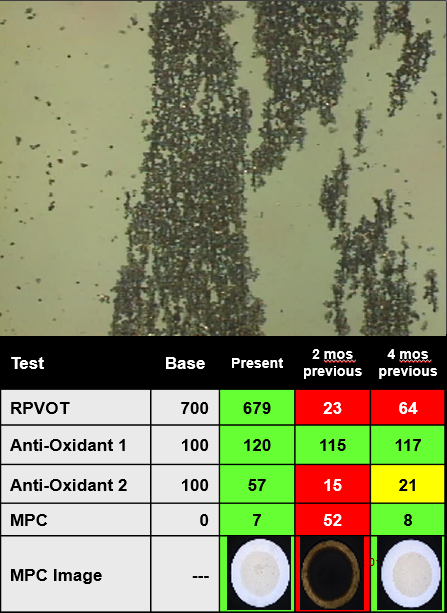
Figure - Unexpectedly the new turbine oil showed an issue with formulation, having only marginal amounts of phenolic anti-oxidant present, which rapidly led to the formation of insolubles in the turbine.

Turbines are critical pieces of equipment for power plants and related industries. Varnish formatio...

Lubricants do not last forever - a statement well understood by lubricant users all over the world. ...

This Technical Bulletin discusses a variety of turbine sample tests - how they are conducted, and wh...

Sales brochure on Advanced Oil Monitoring (AOM) for turbines and industrial compressors....
Oils have a finite lifetime - they will eventually degrade and/or become contaminated and will need ...

Degradation of oils in service is an inherent part of their use. The rate at which oils degrade is d...